Automated material handling, explained
Material handling applications are a vital element to any warehouse operation. Products need to be moved, and someone — or something — needs to perform that task. As with many applications, automation is transforming material handling and making it more efficient. Read on to learn about the types of automated material handling being used in real-world applications and the benefits they offer over human employees.
What is automated material handling?
Automated material handling systems are responsible for transporting parts, products or other inventory throughout a warehouse or similar facility. Everything from a stationary pick and place robot to an autonomous forklift can be used for material handling applications. Specific applications include pick and place, palletizing, packaging, dispensing and commissioning.
With so many different types of material handling applications and systems that can be used for each, there’s a wide variety of material handling robots available to choose from. Below are a few of the most common options.
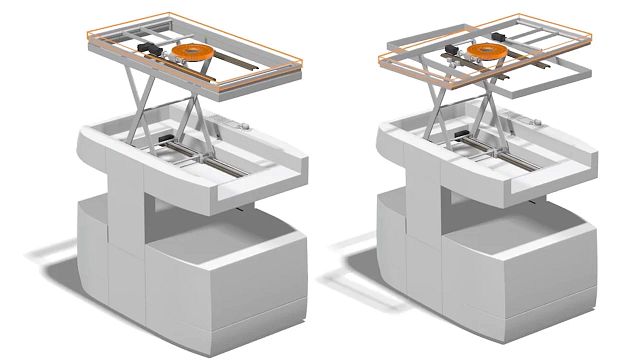
Gantry system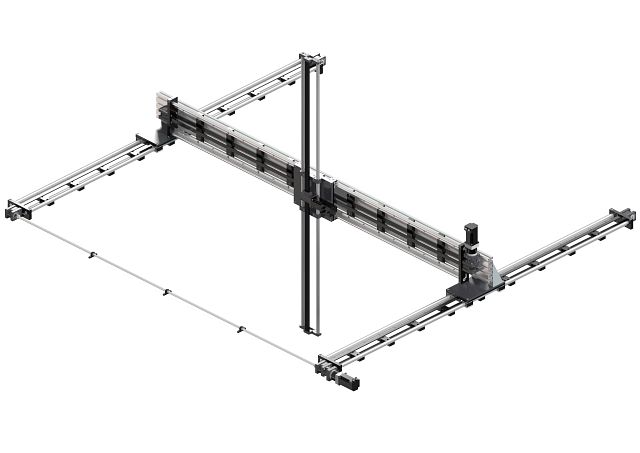
Gantry robots are one to three-axis linear robots used across a wide variety of different applications. Gantries can be customized to the needs of a specific application, capable of moving heavy loads and offering high speeds and positional accuracy. Typically gantries are the most cost effective solution to a material handling task.
Delta system
Delta robots are two to three-axis robots connected by a common joint at the base of the robot. They’re used most often for pick and place applications due to their high speeds and relatively simple functionality.
Robot arms & cobots
Robotic arms mimic the movement of a human arm, offering anywhere between four and six degrees of freedom (DoF), with optional 7th axis robot transfer units expanding the possible workspace of a robot arm. 7th axis units also allow a robot arm to work at multiple different stations with a low enough cycle time. Robot arms can even be mounted to an AGV or AMR to move throughout a warehouse autonomously.
AGVs & AMRs
 Automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) are extremely similar, and serve many of the same general functions. They’re robotic vehicles that move throughout a warehouse, either fully autonomously or with the assistance of guiding tape or wire. They can work both alongside human employees to make processes simpler & easier, or on their own to fully automate material handling tasks.
Automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) are extremely similar, and serve many of the same general functions. They’re robotic vehicles that move throughout a warehouse, either fully autonomously or with the assistance of guiding tape or wire. They can work both alongside human employees to make processes simpler & easier, or on their own to fully automate material handling tasks.
Read our blog about the differences between AMRs and AVGs, and ways plastic components can improve their design.
Benefits of implementing material handling robots
The improvements material handling robots can provide in a warehouse are numerous. Not only do employers benefit from increased efficiency, uptime and ROI, but employees can benefit as well. They can avoid injuries like repetitive strain injuries (RSIs) common in material handling roles, as well as gain the opportunity to shift into more skilled roles, especially if properly supported by their employer.

The biggest benefit to implementing material handling robots is the ability to improve employee safety and reduce the risk of RSIs along with other more serious injuries. Material handling tasks by nature are very repetitive, making RSIs a key concern for employees, not to mention there’s a risk of severe injury when operating heavy machinery or otherwise handling heavy or bulky products. Automation significantly reduces, if not entirely eliminates, the risk of employee injuries entirely by taking humans out of the equation.
Automated material handling systems don’t need the same amount of rest human workers do. Work can be performed around the clock and maintenance can be planned out in advance to avoid costly unexpected downtime. Not only can work hours be increased, but the efficiency of the work is also improved, as mistakes are eliminated and operations can be optimized beyond what a human could achieve.
Of course, automation is going to have an impact on labor, both in terms of costs and skill level. With automation, upfront costs are much higher than labor costs, but over the life of the system automation provides better ROI and will ultimately save money due to increased uptime and efficiency. However, this doesn’t mean workers are replaced entirely. Upskilling workers is one way to retain employees while still automating processes. This can be done by providing training courses and seminars, using cross-training, or simply teaching employees about new automation technology at a small scale and building that knowledge up over time. Upskilling labor forces gives companies a competitive edge and allows them to retain employees, while giving employees a more varied skill set — bringing more value to the company in the long run.
Keeping up with the competition is another reason automation is becoming so widespread. With all the benefits mentioned above, companies who lag behind and avoid implementing automation are going to see competitors surpassing them in terms of output, profits, market share, etc. In these cases automation becomes a necessity for any company looking to remain competitive.
Conclusion
Regardless of the specific kind of system used, material handling applications can benefit greatly from the implementation of automation. Processes can be made more efficient, working hours can be increased, and employee safety can be improved while also reducing turnover. Of course, maintaining an edge over the competition is another clear reason to automate material handling operations.
To learn more about material handling solutions from igus, visit our website. If you have questions about a particular product or application, don't hesitate to give us a call at 800-521-2747.