Robot Cable Failures Part 1: What’s Flexibility Got to Do with It?
Quite often, when I visit users of industrial six-axis robots, they tell me that their biggest problem is cable failure. There are dozens of reasons why cables fail inside moving applications, but of the dozens, there are two that lead to the majority of problems: cable selection and lack of strain relief. Part 1 of this blog post will cover the first main cause of cable failure and explain the differences between flexible and torsion-rated cables.
Know Your Cable Types
There are several types of cables used for “moving” applications in the industrial world. You may hear them referred to as flexible, high flex or continuous flex. They may all have the same electrical characteristics when it comes to gauge and conductor count, but the truth is all of these cables are different.
Flexible cables could simply be referring to how malleable they are and have no mechanical qualities to survive the rigors of a cable carrier. High flex cable is an industry term widely used to describe a continuous flex cable. But, it could simply mean a cable that is highly flexible, so be careful when choosing a cable specifically referred to as high flex. Continuous flex, as its name implies, is designed to continuously flex or move. These are the cables that should be specified when it comes to linear motion. True continuous flex cables have been designed for and tested in cable carrier applications.
Often, these cable types are mistaken for one another and misapplied in high demand dynamic applications. Just because a cable feels flexible doesn’t mean it will survive the rigors of a high-duty cycle cable carrier. Like we’ve all been told before, “It’s what’s on the inside that counts!”
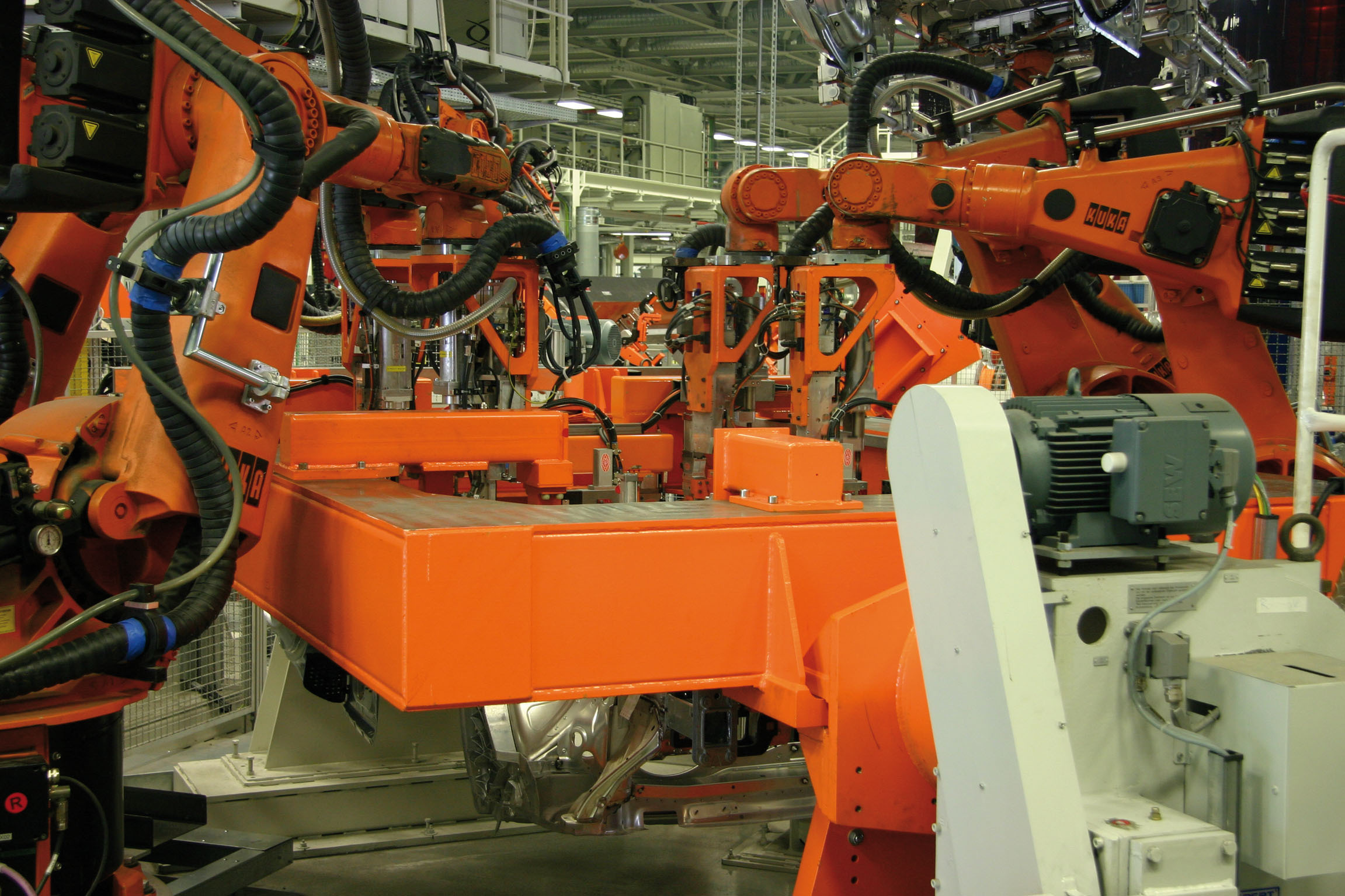
This misapplication can lead to premature failure and extended downtime. The same is true for robotic applications. The majority of the six-axis robots in the field put a high degree of torsional stress on cables. Using a “highly flexible cable” instead of the right cable in an application such as this will most certainly lead to premature failure and increased costs.
Stress: Linear vs. Torsional
I know what you’re thinking, “I’m under stress and nobody is writing a blog about my stress.” Be that as it may, it’s important to understand the difference between linear stress and torsional stress as it relates to cables. In the end, it may relieve a little of your stress!
Linear stress occurs in either the X, Y or Z axis. Cables inside a cable carrier, for example, experience linear stress as the carrier moves them back and forth in one direction. In these types of applications, there is very little, if any, “twisting” of the individual cables.
Torsional stress is the twisting of the cable due to the rotation of the robot arm. Six-axis robots can exert a high degree of torsional stress on a cable at multiple points along the robot arm. Axis 4 and 6 can see rotation of over 360° each and sometimes in opposite directions. Meanwhile, axis 5 will provide additional stress in a linear fashion, with more than 200° of motion possible.
This misunderstanding of “high flex” cables, is the cause of a great deal of unnecessary downtime and stress (pun intended ??). I frequently hear robot integrators tell me that they have purchased or are looking for a “really flexible” cable for their robot jobs. In fact, cable flexibility has very little to do with it. You may have noticed my title; did you think of the old Tina Turner song “What’s love got to do with it?” when you read it? If you did, you get bonus points for great attention to detail!
It’s that attention to detail that probably has you reading this blog in the first place and got you asking yourself, “What are the differences between high flex and torsion-rated cables?” Well I’m glad you asked. More bonus points! There are five key variances and they can be found in the points below.
5 Key Differences Between a Linear Continuous Flex Cable and a Cable Made for Torsion

- Outer Jacket – While PVC is by far the most common outer jacket material for linear applications, PUR and TPE are used on robotic movements because of their high degree of abrasion resistance. With three dimensional motions, abrasion patterns are much less predictable and contact with other materials within the cable management system is nearly impossible to prevent. The jackets of other cables or hoses often can be abrasive to unlike jackets and when routed in a dresspack cannot be separated. Furthermore, the cables will certainly contact the cable management conduit which will have abrasive qualities of its own.
- Shielding – Linear applications use a braided shield having up to 95% optical coverage. This tight braid resists the twisting found in robots and can cause the braid ends to break and puncture the outer jacket as well as the inner strain relief elements. This internal carnage can lead to conductor failure due to the lack of positional security. The shielding in a torsional cable uses a different braiding technique that alleviates the issue of torsion resistance, while still maintaining 85% optical coverage. As added protection, a PTFE film is introduced to the shield to help absorb torsional forces.
- Buffering Material – In torsional cables, there are materials used between layers known as buffers. These “buffers” absorb the load created when the cable is bending, but more importantly it absorbs the stress on the cable when it is under torsion. Torsion leads to diameter changes in the cable (think of ringing out a wet towel) and without these buffer materials, there would be significant damage to the other elements of the cable due to the compression.
- Pitch Length – This refers to the manner in which the individual copper strands are twisted to make a conductor. Conventional high flex cables will use a short or “tight” pitch, to help the cable withstand the stresses created by the constant bending inside a cable carrier (think of a thin wire hanger versus dozens of wires twisted tightly together). A torsional cable requires a much longer pitch for it to withstand the twisting associated with robotic motions.
- Conductor Individual Stranding – The copper strand count within individual conductors can vary from one cable to the next. The difference starts with the conductor. A linear flexing cable can have coarser AWG stranding to yield the best linear performance. A torsion cable requires a specially designed conductor, with attention paid to added flexibility and pitch lengths. All the design attributes must allow twisting motion while maintaining the cable’s structure and mechanical strength.
The Big Finish
The above points clearly illustrate that there IS a difference between a run of the mill “high flex” cable and a torsion-rated cable. There is no doubt that the initial upfront costs will be slightly greater, but it is clear where the money is spent. If you consider the cost of downtime, which can be as high as $10,000 per minute, paying a few pennies a foot upfront for the right cable makes cents! See what I did there?
The capabilities of CFROBOT cables are verified in our Test Lab, which has recently been certified by UL. igus® can take it one step further and install connectors to make your cables plug and play.
I hope you found this blog informative and worth the read. In part 2, I will be detailing the other cable killer in robotic applications: strain relief or lack there of. Until next time…
If you are having trouble with your robot cables, reach out to a local igus® Territory Sales Representative. igus’® chainflex® line of CFROBOT cables has a wide range of cable types, including Ethernet, sensor, servo, encoder, fiber optic and power.


